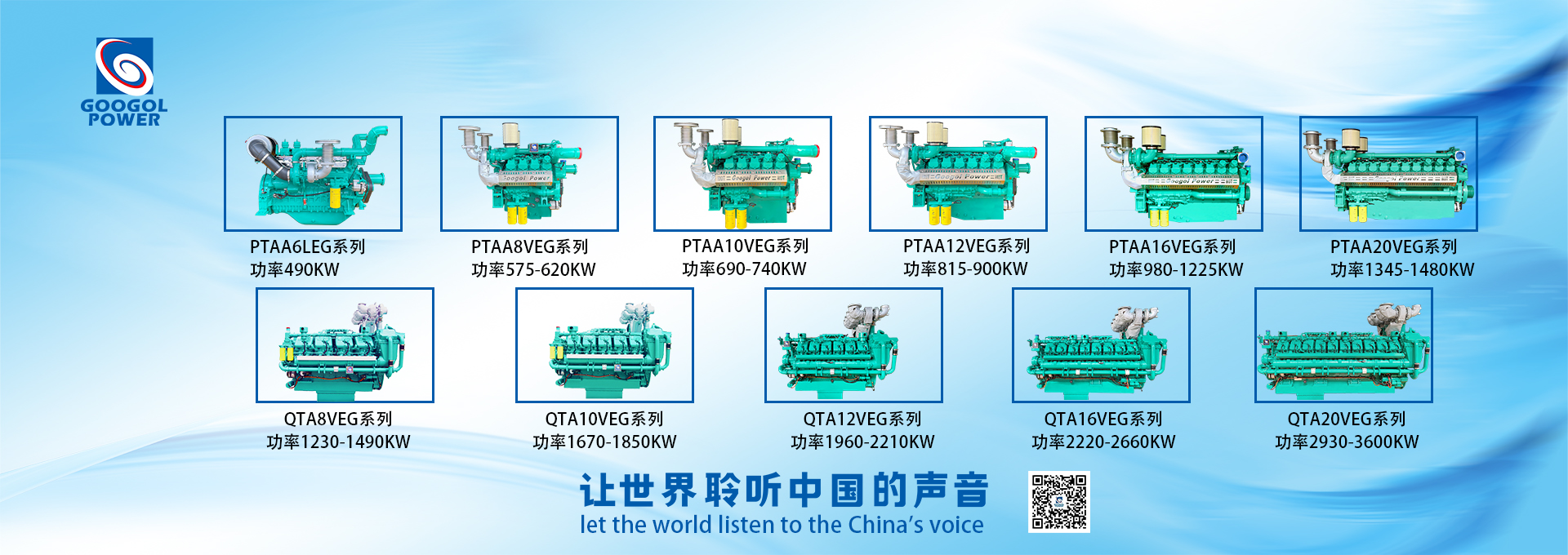
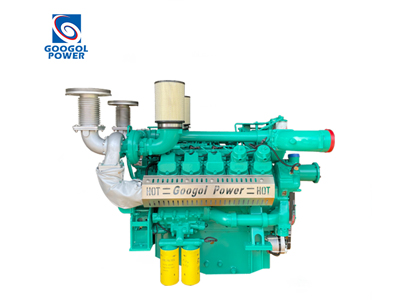
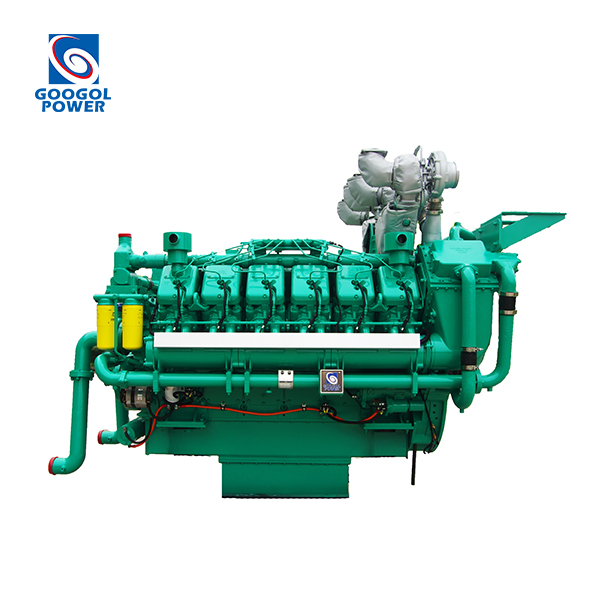
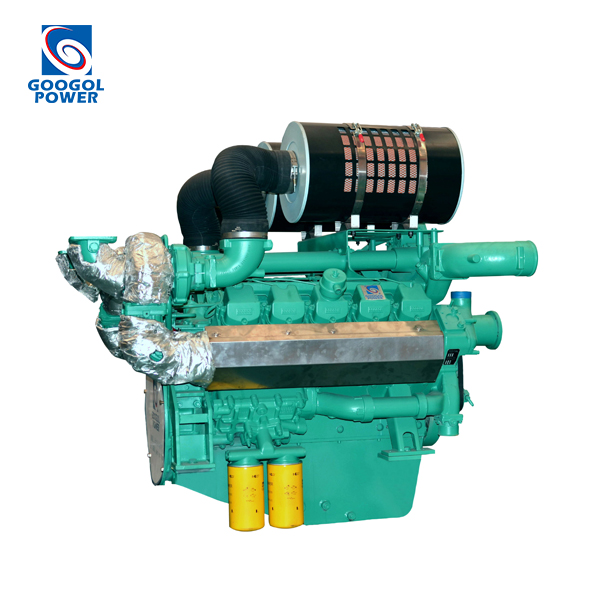
主导产品有188金宝搏官方网站下载 、天然气发动机,目前共有P、H、Q、S四大系列产品!

服务热线:+86 23 49682222

磐谷动力是国内高速大马力发动机行业中不断探索并持续创新的高新技术企业
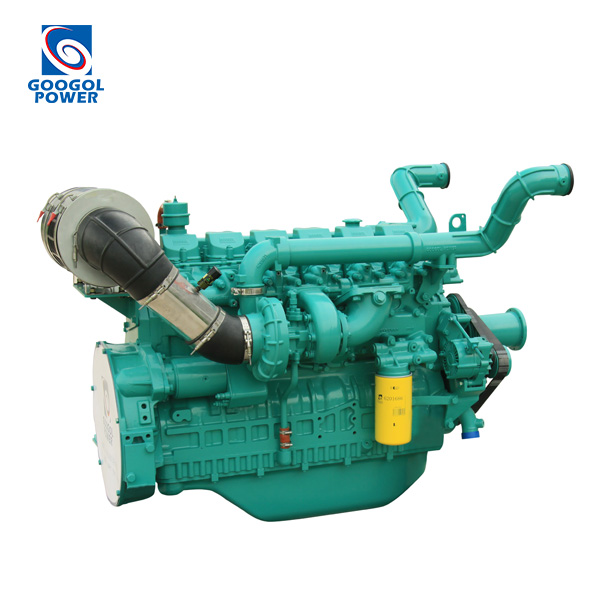
Diesel engine




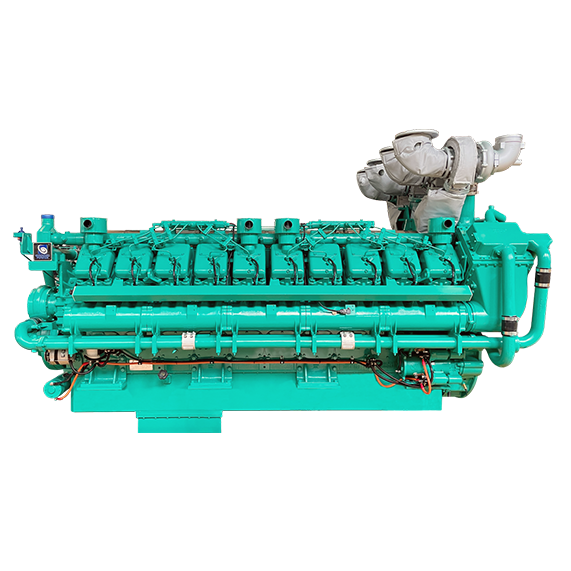
Gas generator set






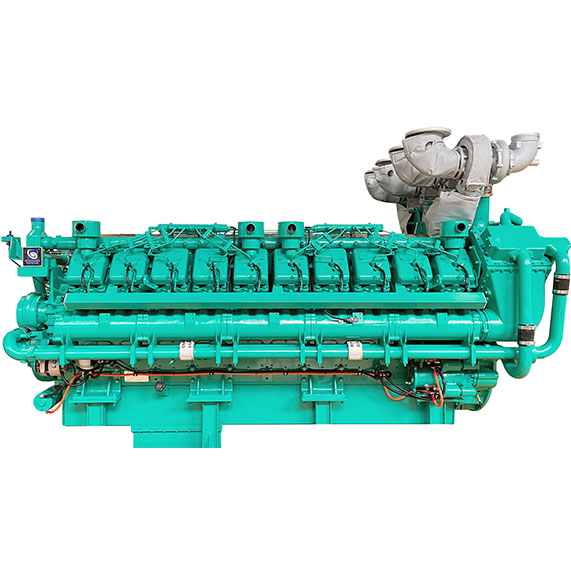
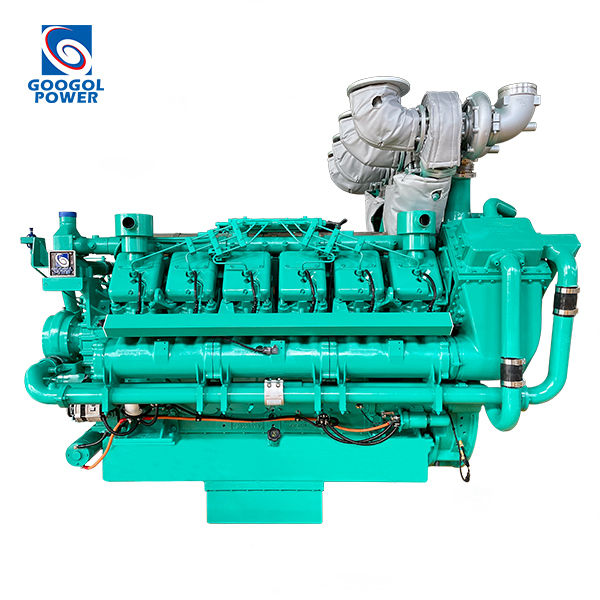
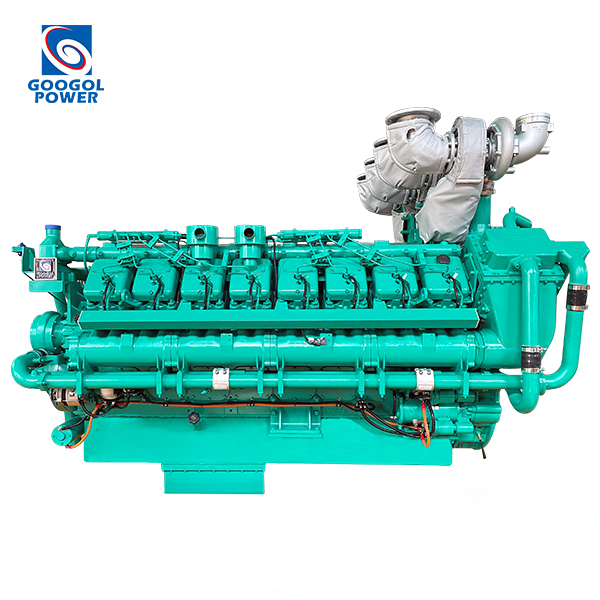
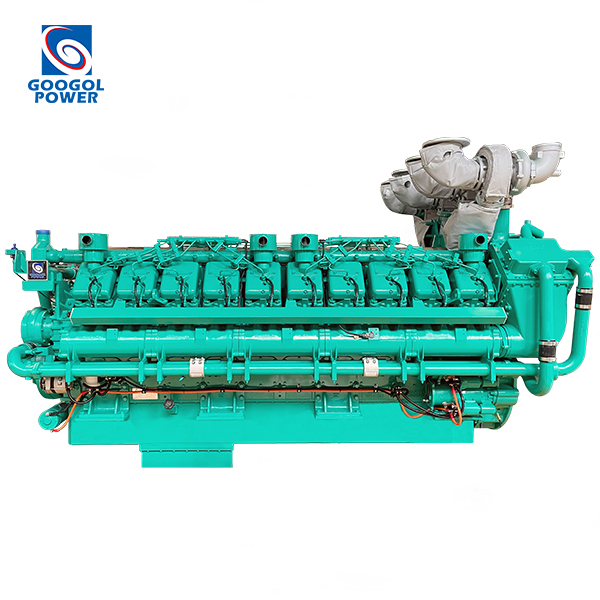
单缸排量更大,升功率更低,发动机可靠性大幅提升,发动机功率范围490-3600kW@1500rpm
缸体采用高强度合金铸铁制造 ,具有
热稳定性良好,而且刚性更佳 ,减少发动机
的工作振动,降低噪声的特点


连杆采用目前涨断式连杆工艺制造
而成,其精度比传统的连杆提高数倍以上


采用了单根凸轮轴的独特结构,大幅降低
维修成本,使发动机的结构更加紧凑





均采用高强度锻钢制造的整体式曲轴,并
采用圆角及轴颈感应淬火处理,大幅提高曲轴的疲劳强度和工作寿命


采用优化的空气和燃油混合技术,
大幅改善发动机的燃和排放状况。


保证雾化良好,燃烧充分,配置燃油供油及回油单向阀,使用安全可靠
磐谷人一直秉承创新和持续改善的理念,以合理的价格为全球用户提供高价值的产品和服务


HIGH COST PERFORMANCE
价格只有目前世界主流
品牌的2/3


QUALITY ASSURANCE
采用全球主流发动机品牌的零件采购系统


COMMON PARTS
模块化设计,2个不同的缸径系列覆盖全线产品


COMPLETE PRODUCTS
提供柴油机、燃气机、双燃料发动机全系列产品
磐谷动力大马力188金宝搏官方网站下载 广泛应用于国内外机场、高铁站、港口、数据中心、厂矿、地产、医院、酒店等应急备用电源领域
品质如磐 · 笃行致远 · 虛怀若谷 · 海纳百川


188金宝慱bet (Chongqing Googol Engine-Tech. Co.,Ltd.)在2003年1月开始大马力发动机的技术研发工作,2006年在重庆永川投资建设发动机的生产基地,公司的前称为“188金宝慱网站 ”,因为公司的发展需要,公司在2021年更名为“188金宝慱bet ”。
公司开创了很多行业的第一,发明了全世界第一台缸径128-132-135mm的V型14缸、16缸和20缸发动机,发明了全世界缸径177-180-185mm的V型10
丰富的行业经验
现有的生产基地
集团获得国内专利近200件
全球66个国家商标注册申请








磐谷品质坚若磐石,行业内众多知名企业信赖见证














News information

产品中心
案例中心
关于磐谷
新闻资讯
联系磐谷
配件销售:18983020808
市场热线:+86 23 49659519 18983151119
客服热线:+86 23 49659518 18983151118
企业总机:+86 23 49682222
销售邮箱:googol@googol-power.com
服务邮箱:service@googol-power.com
公司地址:重庆市永川国家高新区凤凰湖产业园内

关于我们

[ 微信公众号 ]